
Page 116 - WS Chemisch Technische Produkte 2024
P. 116
4 KLEB- UND DICHTSTOFFE » WISSENSWERT
ALLGEMEINE INFORMATIONEN KLEBSTOFFE
RICHTIGE VORBEREITUNG DER KLEBEFLÄCHEN
Eine gute Adhäsionskraft (Haftung) lässt sich nur erreichen, wenn die Fügeflächen Die Adhäsionskräfte können durch folgende Maßnahmen verbessert werden:
von allen Fremdstoffen gereinigt, leicht aufgeraut und getrocknet wurden. Die
Fließfähigkeit des Klebers muss während des Auftragens so gut sein, dass die • Entfernen unerwünschter Oberflächenfilme durch Entfetten,
Fügeflächen dünn und gleichmäßig benetzt werden können (bei Kontaktklebern Sandstrahlen oder mechanisches Abschleifen
ist die Ablüftzeit zu beachten). Die Verbindung zwischen den Fügeflächen kann • Aufbau einer neuen aktiven Oberfläche durch Primerauftrag
weiterhin durch Haftvermittler (Primer) verbessert werden. • Änderung der Oberflächenaktivität durch Beizen usw.
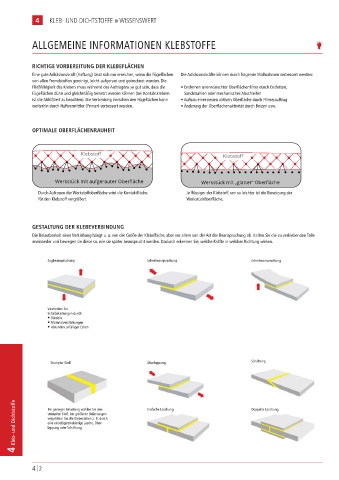
OPTIMALE OBERFLÄCHENRAUHEIT
Klebstoff Klebstoff
Werkstück mit aufgerauter Oberfläche Werkstück mit „glatter“ Oberfläche
Durch Aufrauen der Werkstoffoberfläche wird die Kontaktfläche Je flüssiger der Klebstoff, um so leichter ist die Benetzung der
für den Klebstoff vergrößert. Werkstücköberfläche.
GESTALTUNG DER KLEBEVERBINDUNG
Die Belastbarkeit einer Verklebung hängt u. a. von der Größe der Klebefläche, aber vor allem von der Art der Beanspruchung ab. Halten Sie die zu verklebenden Teile
aneinander und bewegen sie diese so, wie sie später beansprucht werden. Dadurch erkennen Sie, welche Kräfte in welcher Richtung wirken.
Zugbeanspruchung Scherbeanspruchung Scherbeanspruchung
Vermeiden Sie
Schälbelastungen durch:
• Bördeln
• Materialverstärkungen
• Abrunden anfälliger Ecken
Stumpfer Stoß Überlappung Schäftung
Kleb- und Dichtstoffe Bei geringer Belastung wählen Sie den Einfache Laschung Doppelte Laschung
stumpfen Stoß, bei grö ßeren Belastungen
vergrößern Sie die Klebestellen z. B. durch
eine einseitige/zweiseitige Lasche, Über
lappung oder Schäftung.
4
4 | 2